

Daftar Isi
Mengapa Solusi TZ Lebih Baik Daripada Buatan Turki Dan Jerman?
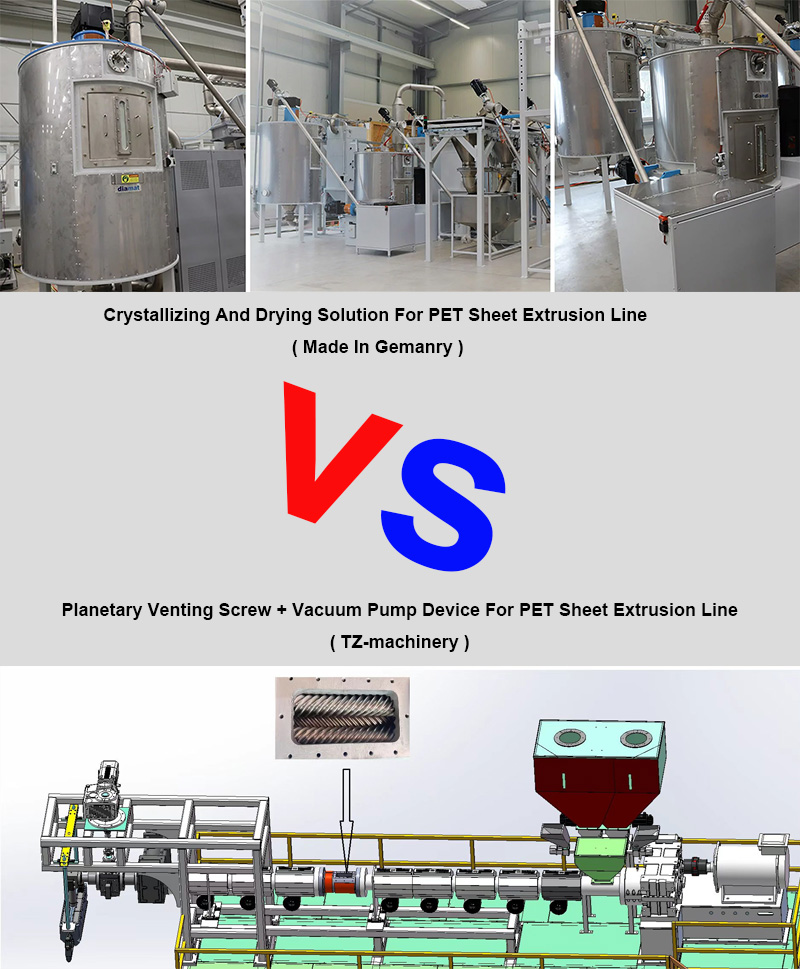
Solusi ekstrusi lembaran PET mesin TZ berbeda dengan yang dibuat di Turki dan Jerman, meskipun kita semua adalah garis ekstrusi lembaran PET sekrup tunggal. Perbedaan utamanya adalah sebagai berikut:
1, Solusi Perawatan bahan PET Jerman:
Jerman dan Turki mengadopsi solusi menara kristalisasi dan menara pengeringan yang terpisah. Mereka mengolah pelet PET dan labu PET sebelum mulai berproduksi. Mereka Lini produksi lembaran PET dapat menghasilkan lembaran PET dengan bahan murni dan bahan daur ulang 100%. Tetapi peralatan kristalisasi dan pengeringan membutuhkan investasi tinggi, lebih banyak tenaga kerja untuk mengoperasikan dan mengkonsumsi lebih banyak daya.
2, Solusi Perawatan bahan PET mesin TZ:
Produksi ekstrusi lembaran TZ PET mengadopsi desain sekrup ventilasi planet dan perangkat pompa vakum. Otomatis, hemat energi, mudah dioperasikan dan menghemat tenaga kerja.
Selama pemrosesan PETzat yang mudah menguap dapat dihasilkan, seperti uap air dan senyawa dengan berat molekul rendah. Sekrup ventilasi planet secara efektif menghilangkan gas-gas ini, sehingga mencegahnya memengaruhi kualitas produk akhir;
Pencampuran seragam: Struktur sekrup yang unik memungkinkan pencampuran material yang seragam dalam keadaan cair. memastikan konsistensi pada material yang diekstrusi, yang meningkatkan keseragaman dan kualitas produk akhir.
Peningkatan Hasil dan Efisiensi: Dengan memfasilitasi pembuangan dan pencampuran gas yang efektif, sekrup ventilasi planetary meningkatkan efisiensi pemrosesan, sehingga mempercepat kecepatan produksi dan meningkatkan hasil.
Kontrol Suhu: Desain sekrup ventilasi planet membantu menjaga distribusi suhu yang lebih baik. mencegah suhu yang terlalu panas atau tidak merata yang dapat menyebabkan degradasi material.
Apa Prinsip Garis Ekstrusi Lembar PET Sekrup Tunggal TZ?
Desain Struktural:
Mesin TZ garis ekstrusi lembaran PET sekrup tunggal adalah dengan sekrup ventilasi planet, yang biasanya terdiri dari beberapa sekrup dan satu lubang ventilasi. Selama proses ekstrusi, material didorong ke depan oleh sekrup sementara rotasinya menciptakan pola aliran yang kompleks.
Pengangkutan dan Ekstrusi Material:
Material secara terus menerus dikompresi, dipanaskan, dan dicampur di dalam saluran heliks sekrup, sementara gas dipaksa melalui jalur tertentu menuju port ventilasi.
Mekanisme Pembuangan Gas:
Di area tertentu dari ekstruder, sistem vakum atau kompresi membantu mengekstraksi atau mendorong gas yang dihasilkan menggunakan tekanan negatif, memastikan kemurnian dan stabilitas material dalam keadaan cair.
Kontrol Suhu dan Tekanan:
Desainnya mempertimbangkan variasi suhu dan tekanan untuk memastikan bahwa bahan dilelehkan dan diekstrusi dalam kondisi yang sesuai, sehingga melindungi sifat-sifat PET.