

Mit der Entwicklung der Kunststoffindustrie haben sich PP- (Polypropylen) und PS- (Polystyrol) Platten aufgrund ihrer ausgezeichneten Leistung und ihres breiten Anwendungsspektrums allmählich zum Hotspot des Marktes entwickelt. Dieser Artikel befasst sich mit den Merkmalen von PP- und PS-Folien-Extrusionsanlagen, ihren Anwendungen im Bereich der Tiefziehprodukte, dem Funktionsprinzip und den gängigen Arten von Produktionsanlagen.
Merkmale von Produktionslinien für die Extrusion von PP- und PS-Platten:
Produktionslinien für die Extrusion von PP PS-Platten weisen die folgenden bemerkenswerten Merkmale auf:
Hohe Produktionseffizienz: Die PP- und PS-Extrusionslinien arbeiten mit einem kontinuierlichen Produktionsprozess, der die schnelle Umwandlung von Rohstoffen in Fertigprodukte ermöglicht und so den Anforderungen der Großindustrie gerecht wird.
Vielseitigkeit in der Produktion: Durch die Anpassung der Verarbeitungsparameter und des Werkzeugdesigns können die Produktionslinien Bleche mit unterschiedlichen Dicken und Breiten herstellen und so den verschiedenen Marktanforderungen gerecht werden.
Ausgezeichnete Verarbeitungsleistung: PP und PS weisen während des Extrusionsprozesses günstige Fließ- und Thermoformeigenschaften auf, so dass sie nach der Verformung formstabil und leistungsfähig bleiben.
Umweltfreundlichkeit und Sicherheit: Sowohl die PP- als auch die PS-Materialien sind ungiftig und recycelbar, was der modernen Philosophie der umweltfreundlichen Produktion entspricht.
Der Prozess der PP PS-Extrusion Blatt:
Das Extrusionsverfahren für PP-PS-Platten besteht im Wesentlichen aus den folgenden Schritten:
Zuführung von Rohstoffen: Das PP- oder PS-Granulat wird dem Extruder über ein Zuführsystem zugeführt.
Plastifizierung und Homogenisierung: Die Schnecke dreht sich, um die Rohstoffe zu erhitzen und zu plastifizieren, wodurch eine gleichmäßige Verteilung des geschmolzenen Materials gewährleistet wird.
Strangpressen: Das geschmolzene Polymer wird durch eine Düse extrudiert und formt Platten der gewünschten Dicke und Breite. Variationen in der Formgestaltung führen zu einer Vielzahl von Produktformen.
Kühlung: Die extrudierten Platten durchlaufen einen Drei-Walzen-Kalander, wo sie schnell erstarren und ihre Form beibehalten.
Schneiden und Wickeln von Abfallkanten: Wenn die PP PS-Platte in diese Vorrichtung eintritt, schneidet das Kantenschneidemesser die Plattenkante ab, und dann wickelt eine Wickelvorrichtung die Abfallkanten auf beiden Seiten auf.
Beschichtung und Trocknung mit Silikon: Nach dem Beschneiden der Abfallkanten wird das Blech mit Silikonöl beschichtet und in zwei Öfen getrocknet. Das beschichtete Blech wird normalerweise für Tiefziehprodukte verwendet.
Aufwickeln zur Folienrolle: Pufferregal + automatische Wickelmaschine, um das Blatt automatisch zu einer Rolle für die Verpackung zu wickeln. Automatisch rollen, automatisch schlitzen, automatisch ändern Blatt Rolle.
Gemeinsame Produktionslinien für PP PS-Platten:
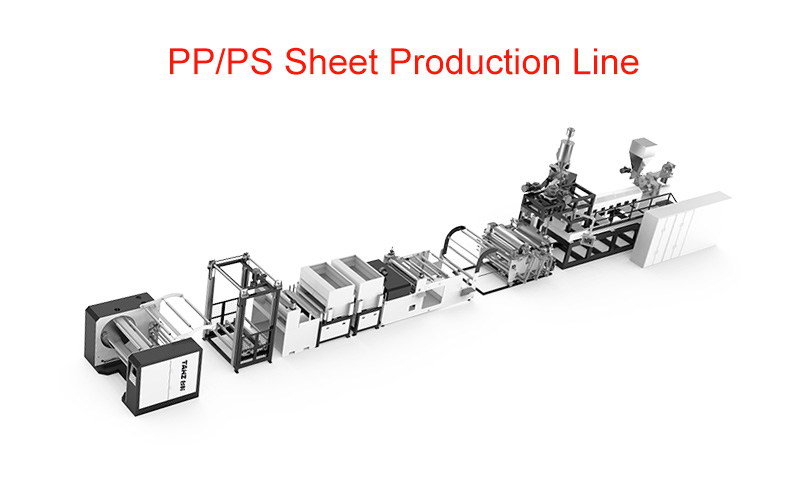
Zu den wichtigsten auf dem Markt erhältlichen Typen von PP- und PS-Folien-Extrusionsanlagen gehören:
Einschneckenextruder: Dieser Extrudertyp eignet sich für die Großproduktion und zeichnet sich durch einfache Bedienung und niedrige Wartungskosten aus, ist aber in seiner Mischfähigkeit für komplexe Materialien begrenzt.
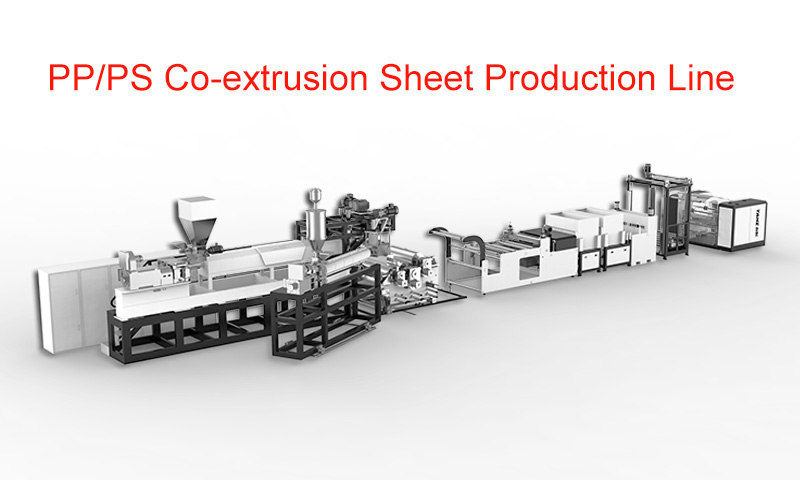
Doppelschneckenextruder: Diese Geräte bieten hervorragende Misch- und Plastifizierfähigkeiten und eignen sich daher für Hochleistungsprodukte, die spezielle Rezepturen erfordern und häufig für die Co-Extrusion mehrerer Materialien verwendet werden.
Mehrschichtige Co-Extrusionsproduktionslinie: Solche Anlagen sind in der Lage, mehrere Materialschichten gleichzeitig zu extrudieren, was die Produktleistung verbessert, und werden in der Regel für Verpackungs- und Behälterprodukte mit hohen Anforderungen an die Materialleistung eingesetzt.
| Lösungen für PP/PS-Platten-Extrusionsproduktionslinien | |||
| Anzahl der Extruder | PP/PS-Folien-Extrusionsanlage mit einem Extruder | Co-Extrusionsanlage mit zwei Extrudern für PP/PS-Platten | Multi-Extruder PP/PS Co-Extrusionsfolienanlage |
| Einlagiges Blatt | Zweilagiges und dreilagiges Blatt | Mehrschichtige Bleche: fünf-, sieben- oder neunlagig | |
| Extruder-Typ | Einschnecken- und parallele Doppelschneckenextruder | ||
| Blattbreite | 600-1220mm | ||
| Dicke | 0,5-3,0 mm | ||
| Ausgabe | 2000kg/h-1000kg/h | ||
